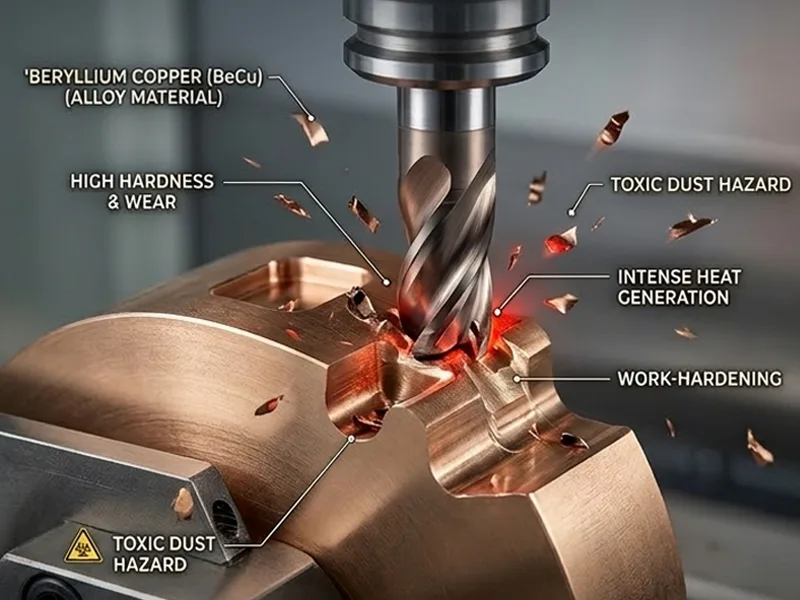
Beryllium Copper (CuBe) Machining is notoriously difficult and presents unique engineering problems that push standard fabrication limits. Getting the surface flat is tough because the material does not bend easily, exhibiting an exceptionally high modulus of elasticity after precipitation hardening. Cutting tools can get damaged by built-up edge (BUE) formation, and because the alloy gets harder faster due to severe strain-hardening, tools wear out quickly, and machining is substantially harder.
Furthermore, machining-induced heat must be strictly controlled to stop the material from changing shape and losing its mechanical properties. Beyond the metallurgical hurdles, toxic dust generated during the process means workers need strong safety rules, requiring specialized facility infrastructure. Ultimately, only highly skilled manufacturers equipped with advanced CNC technology, robust quality management systems, and uncompromising safety protocols can make strong, high-quality parts from this tough material.
Key Takeaways
- Beryllium copper is exceptionally strong, meaning it needs highly skilled workers and advanced toolpath strategies to make good parts.
- Carbide tools are critical for cutting beryllium copper; they last longer, withstand immense thermal shock, and make cleaner cuts compared to High-Speed Steel (HSS).
- It is vital to control heat when machining to stop tool damage, prevent subsurface micro-cracking, and keep the part in its dimensional shape.
- Rigorous safety steps, compliant with OSHA CFR 1910.1024, protect workers from toxic dust made during machining.
- Checking parts often using coordinate measuring machines (CMM) makes sure they are flat and precise, conforming to tight geometric dimensioning and tolerancing (GD&T).
- Continuously changing things like spindle speed and feed rate based on dynamic tool wear helps tools last longer and makes better parts.
- Working with clients early in the Design for Manufacturability (DFM) phase can make parts easier to build and can also save money.
- Engineering teams get better by learning from old projects, utilizing root-cause analysis, which helps them improve how they machine parts next time.
Table of Contents
Beryllium Copper Machining: Material Properties
Hardness & Strength
Beryllium copper is significantly harder and stronger than most standard copper alloys, often reaching ultimate tensile strengths exceeding 1,400 MPa depending on the specific temper. This incredible mechanical profile makes it an optimal choice for parts that need to handle heavy weights, continuous dynamic loads, and lots of use in aerospace and telecommunications. The material does not bend easily—boasting a high yield strength—so parts keep their shape and work well under extreme cyclic fatigue. Consequently, many Tier-1 manufacturers pick beryllium copper when they need reliable parts that last a long time in harsh environments.
To understand the machining challenge, we must look at the microstructure. Beryllium copper alloys (such as UNS C17200 and C17300) achieve their strength through precipitation hardening. This involves heating the material to create a solid solution, quenching it, and then artificially aging it to precipitate beryllium-rich gamma phases within the copper alpha matrix. While this grants the alloy steel-like strength, it drastically elevates shear resistance during the cutting process.
Tool Selection Impact
Machining hard materials like precipitation-hardened beryllium copper means you must pick the right tool, as the alloy is highly abrasive. Regular cutting tools, such as uncoated HSS, can wear out exceptionally fast or make rough cuts due to rapid edge degradation. Solid carbide tools, particularly those with sub-micron grain structures, are much better because they can aggressively cut this strong material without catastrophic failure. Using the best tool, combined with advanced physical vapor deposition (PVD) coatings like Titanium Aluminum Nitride (TiAlN), helps save time, limits tool deflection, and makes better parts.
Alloy Type
To optimize machining parameters, engineers must differentiate between high-strength CuBe alloys (like C17200) and high-conductivity CuBe alloys (like C17510). Each demands a distinct CNC machining approach.
| Material Property / Specification | Beryllium Copper (High Strength – C17200) | Beryllium Copper (High Conductivity – C17510) | Standard Copper (C11000) |
|---|---|---|---|
| Tensile Strength (MPa) | 1,100 – 1,400 | 690 – 900 | 210 – 250 |
| Hardness (Rockwell / HV) | HRC 36 – 42 / High | HRB 92 – 100 | HRF 40 – 50 |
| Electrical Conductivity (% IACS) | 20 – 30 | 45 – 60 | 100 |
| Machinability Rating (%) | 20% (Base = Free Cutting Brass) | 30% | 20% |
| Thermal Conductivity (W/m·K) | 105 – 130 | 240 – 260 | 388 |
Machining Speed Effects

How fast you machine beryllium copper matters a lot, as the cutting velocity directly dictates the thermal load generated at the tool-chip interface. Going too fast can create too much heat, and this extreme heat can damage the tools through thermal cracking and make the surface look bad by inducing residual tensile stresses. Slower, optimized surface speeds (Vc) help keep things cool and make tools last longer, ensuring the matrix structure of the alloy remains stable. Custom metal parts manufacturers must meticulously calculate and find the right speed and feed to get the best results, often relying on extensive cutting tool databases and experimental validation.
Work Hardening
Beryllium copper exhibits a high strain-hardening exponent, meaning it gets significantly harder as you cut or shape it; this metallurgical phenomenon is called work hardening. As the cutting tool plows through the material, plastic deformation at the shear zone causes dislocations in the crystal lattice to entangle. This makes subsequent machining passes tougher and can wear out tools much faster if the depth of cut is shallower than the previously hardened layer.
Cutting Difficulty
When the material gets harder due to plastic deformation, it is intrinsically harder to cut. Tools may not shear the metal well, leading to a rubbing action rather than clean cutting, and the surface can look rough, torn, or unfinished. Skilled workers and CNC programmers change how they cut—such as ensuring constant chip load and avoiding tool dwelling—to deal with work hardening and keep the quality high.
Surface Damage Risk
Work hardening can also severely hurt the surface integrity of the precision part. If the depth of cut is not carefully controlled, the hard, brittle subsurface layer can crack, peel, or break under operational stress. Top-tier manufacturers use careful cutting strategies, such as climb milling instead of conventional milling, to stop these problems, minimize cutting forces, and keep the final part strong and fatigue-resistant.
Dimensional Stability
Beryllium copper keeps its size and shape very well after stress-relief processes are properly applied. This is critically important for aerospace and electronic parts that need to be very exact, maintaining tolerances down to pm 0.005 mm, and work the same every time across broad temperature fluctuations.
Benefits for Precision
Beryllium copper is exceptionally strong and does not wear out fast, resisting galling and fretting. It stays the same shape even under heavy mechanical stress, which is a massive benefit that helps with making ultra-precise parts. Because the material works well again and again without yielding, parts are highly reliable for mission-critical applications.
Flatness Challenges
Making perfectly flat surfaces in beryllium copper is not easy and presents a significant fixturing challenge. The material has a high yield strength and does not bend or conform to clamps easily, so special ways, such as vacuum chucking or magnetic workholding (with steel adapter plates), are needed to make it flat. Elite manufacturers use highly rigid, dynamically stable machines and skilled workers to meet stringent GD&T flatness rules.
Tip: Dimensional stability means parts will fit seamlessly into larger assemblies and work right, even after being used for a long time in high-cycle environments.
Thermal Conductivity
Beryllium copper moves heat very well through its lattice structure. This means it takes heat away from the cutting spot much faster than most structural metals. In precision CNC machining, this characteristic actually helps keep the cutting zone cool, acting as a natural heat sink. When heat does not build up drastically at the tool edge, tools last longer, and parts keep their intended dimensional shape.
Heat Dissipation
Because beryllium copper spreads heat fast, thermal gradients within the workpiece are minimized. This protects both the structural integrity of the part and the physical geometry of the tool, whereas carbon steel does not move heat nearly as well. In fact, standard steel only carries about one-fourth to one-third as much heat as beryllium copper, concentrating the thermal load heavily into the cutting insert.
| Metal / Material | Thermal Conductivity (relative to beryllium copper) | Thermal Conductivity Absolute (W/m·K) |
|---|---|---|
| Beryllium Copper (C17200) | 1 (baseline) | 105 – 130 |
| Carbon Steel (1045 | 0.25 – 0.33 (3-4 times lower than beryllium copper) | 45 – 50 |
| Aluminum (6061-T6) | ~ 1.5 | 167 |
Beryllium copper’s remarkably good heat movement lowers the chance of localized overheating. Overheating can make parts bend due to thermal expansion or break tools via thermal shock; however, good heat spreading also keeps the surface finish smooth and even across the toolpath.
Machining Parameters
To leverage these thermal properties, machinists need to intelligently change how they work with beryllium copper. Because the alloy conducts heat well, they can sometimes use slightly faster surface speeds than with certain tough alloy steels, provided the tool substrate is correct. But they still need to strictly watch the temperature generation and use high-lubricity coolants to prevent galling. Utilizing the right CAM-generated settings helps tools last and keeps machined parts the right size.
Tip: Always systematically check the temperature of the tool and the part during Beryllium Copper Machining using infrared thermography or integrated spindle sensors. This proactive monitoring helps stop catastrophic machining problems before they start.
Toxicity Concerns
Beryllium copper contains roughly 0.5% to 2.0% beryllium, an element that can be highly dangerous to human health if not handled right under strict environmental controls. The biggest hazard risk comes from airborne dust, mist, and fumes made during high-speed machining. Breathing in these tiny particulate bits can be incredibly harmful.
Dust Hazards
Machining beryllium copper, especially during dry turning or grinding, makes fine, microscopic dust. Breathing this particulate dust can severely hurt your lungs and lead to Chronic Beryllium Disease (CBD). Even breathing a little bit can be bad over a long period of time, as the particles accumulate in pulmonary tissue. CNC machining shops absolutely need special engineering systems to catch this dust right away at the source.
To comply with the OSHA Permissible Exposure Limit (PEL) of 0.2 μg/m3 averaged over an 8-hour shift, facilities must:
- Use high-velocity local exhaust fans directly integrated into the machine enclosure.
- Keep the entire shop area impeccably clean using specialized HEPA vacuums, strictly prohibiting dry sweeping.
- Ensure workers wear properly fitted P100 particulate masks and approved safety gear when performing maintenance.
Safety Measures
Implementing strong, non-negotiable safety rules is fundamentally needed for beryllium copper manufacturing. Workers must continuously learn how to stay safe and handle this material according to the safety data sheet (SDS) protocols. High-end CNC machines should have industrial-grade dust collectors attached directly to the machining envelope, and checking the ambient shop air often through industrial hygiene sampling helps keep everyone safe.
Note: Following uncompromising safety rules not only keeps workers healthy and safe, but also makes sure the manufacturing environment remains stable so parts are good quality. Custom metal parts makers must take these biochemical dangers seriously and invest in the right infrastructure. Only top-tier shops with good safety records, like AFI Parts, should legally and ethically work with beryllium copper.
Machining Challenges & Solutions
Tool Wear & Selection

Carbide Tooling
Beryllium copper in its aged condition is very hard to cut. Its machinability rating is a lowly 20% to 45% (compared to free-machining brass at 100%). This metric means it is quantifiably harder to machine than most non-ferrous metals. The material is highly strong, and the abrasive nature of the beryllium precipitates causes regular tools to wear out fast when cutting it.
Tungsten carbide tooling (specifically ISO K-class grades) works best for this rigorous job, as these solid carbide tools stay sharp much longer under stress. They expertly handle the intense friction and localized heat well without losing their temper. Using micro-grain carbide tools, often combined with positive rake angles, keeps shear cuts clean and geometries accurate.
Tool Life
Managing tool wear is a massive economic and technical problem in Beryllium Copper Machining. Aggressive cutting makes intense friction and heat, and these forces physically change the tool’s edge shape through flank wear and crater wear. Once worn, the tool does not work as well, and cutting forces spike exponentially.
Scientifically, tool life (T) is governed by the extended Taylor Tool Life equation:
Where Vc is cutting speed, f is feed, ap is depth of cut, and C is a machining constant.
Worn tools cause many costly issues:
- Parts can easily fail tolerances, being either too big or too small.
- Surface finishes may degrade, becoming rough, torn, or uneven.
- Harmonic chatter marks can show up on the part and critically lower the aesthetic and functional quality.
These mechanical problems are vastly worse in high-precision jobs like medical micromachining or aerospace sensor housings. Picking the right carbide tool substrate and changing it on time using predictive tool-life management systems helps keep parts dimensionally correct and surfaces smooth.
Heat Generation
Cooling Strategies
Heavy milling and turning of beryllium copper makes a lot of thermal heat. If this extreme heat is not controlled, it can permanently hurt both the tool binder and the part’s metallurgical structure. Advanced CNC shops use sophisticated cooling strategies to keep cutting temperatures safe, flush chips, and drastically improve results.
| Cooling Strategy | Technical Description |
|---|---|
| High-pressure coolant (HPC) | Utilizing pumps at 70 to 120 bar, this flushes away abrasive chips rapidly and keeps temperatures steady right at the cutting zone. Because the copper matrix moves heat quickly, HPC is highly effective. |
| Soluble oil emulsions (7-10% concentration) | Gives excellent boundary lubrication to prevent galling. Critically: do not use neat oils with active sulfur. Active sulfur will chemically react with and tarnish/stain copper surfaces. |
Other highly helpful engineering steps are
- Using incredibly sharp carbide tools with polished flutes to reduce friction.
- Running CNC machines at the mathematically best speed determined by surface feet per minute (SFM) charts.
- Putting programmable coolant nozzles right on the exact cutting spot.
These applied methods keep the entire work area thermally stable and cool. They effectively protect the integrity of the tool and the precision of the part.
Thermal Distortion
Uncontrolled heat can make parts temporarily expand or permanently change shape. This dimensional shifting is called thermal distortion. While beryllium copper moves heat away faster than standard steel, too much continuous heat input still causes massive tolerance problems due to its coefficient of thermal expansion (17.0 × 10-6 /K). If the delicate part gets too hot during a finishing pass, it can bend out of tolerance or lose its intended geometric shape once it cools and contracts.
Using the right flood or through-spindle cooling and keeping the ambient machine temperature steady completely stops these thermal issues. Master machinists must vigilantly watch coolant temperatures (often utilizing active spindle chillers) and alter their G-code process if thermal drift is detected
Built-Up Edge Formation
Causes & Prevention
Built-up edge (BUE) is a notorious and common failure mode when machining beryllium copper. BUE scientifically happens when workpiece material plastically deforms and pressure-welds, or sticks, directly to the tool’s cutting edge. This happens primarily because of extremely high pressure and localized heat trapped between the tool rake face and the sliding chip.
A highly pressurized stagnation layer forms right at the cutting edge. Solid-state cold welding makes the hot chips stick instantly and builds up aggressively. As chips keep flowing, new layers pile up and form. The BUE bump grows continually until the cutting stress forcefully snaps it off, often taking microscopic chunks of the carbide tool with it.
To stop BUE, machinists use highly polished, sharp tools, correct surface speeds (usually faster speeds reduce BUE in copper), and lots of high-pressure coolant. These critical steps keep the tool edge chemically clean and the resulting workpiece surface smooth.
Impact on Surface Finish

A built-up edge drastically hurts the finished metal part’s quality. When BUE forms, it fundamentally changes the tool geometry, meaning the tool cuts unevenly and tears rather than shears. This makes the finished surface look highly rough, torn, or wavy. The table below outlines how BUE mathematically affects surface quality parameters:
| Evidence / Defect | Engineering Explanation |
|---|---|
| Built-up edge (BUE) formation | Alters the true rake angle, causes uneven cutting forces, and results in a bad surface finish with high Ra (roughness average) values. |
| Reduced tool efficiency | Increases cutting resistance, needs more frequent tool changes, and severely lowers dimensional quality. |
Changing tools proactively and watching spindle load monitors closely helps fix these problems before they ruin a part. Skilled machinists rely on experience to spot BUE early—often by sound or chip color—and rapidly adjust their process variables. This keeps parts looking aesthetically perfect and functionally sound.
Achieving Flatness & Precision
Beryllium copper parts must often be exceptionally flat and highly exact, conforming to strict tolerances. Perfect flatness helps mating parts fit together flawlessly with no gaps, critical for vacuum seals or high-frequency RF connectors. Precision means each machined part is exactly the right size and shape, ensuring complete interchangeability. Making both flat and precise parts concurrently is exceptionally hard. The high-yield material is incredibly strong and does not bend easily to compensate for minor machining errors.
CMM Inspection Issues
A Coordinate Measuring Machine (CMM) is the industry standard to check if parts are flat and sized perfectly. However, checking beryllium copper can make CMM checks tricky. The freshly machined surface can shine brilliantly and reflect light, which can confuse non-contact optical laser sensors.
Furthermore, microscopic burrs or tiny chips attached to the edge can physically mess up the tactile ruby probe results, leading to false dimensional failures. High-accuracy CMMs need perfectly smooth and chemically clean surfaces to work well and provide data within their uncertainty budget. Stray dust, coolant residue, or oil left on parts can cause significant measurement mistakes in the micron range. Highly skilled quality control workers must rigorously get parts cleaned and thermally stabilized in a climate-controlled room before checking.
Tip: Always ultrasonically clean and meticulously remove all micro-burrs from beryllium copper parts before CMM checks. This helps get the best, most repeatable metrology results.
Surface Quality
Surface quality (measured in parameters like Ra and Rz) is critically important for how aerospace and electronic parts look and mechanically work. Rough, poorly machined surfaces can cause immense friction problems when parts touch or slide. Furthermore, deep scratches or tooling marks act as stress concentrators and can actually make structural parts dynamically weaker, leading to premature fatigue failure.
Because Beryllium copper is hard and abrasive, getting a perfectly smooth mirror-like finish is exceptionally tough. World-class custom manufacturers like AFI Parts use these engineering ways to make surfaces remarkably better:
- Use exceptionally sharp, premium-grade solid carbide tools with high-polish flutes.
- Put on the exact right amount of high-lubricity coolant directly into the cut zone.
- Pick the mathematically best cutting speed (Vc) and lower the feed rate (fz) for finishing passes.
- Check the surface topography often while machining using portable profilometers.
A highly smooth finish helps moving parts last significantly longer and work incredibly well. It also makes automated optical checking and putting complex assemblies together much easier.
Dry Machining Hazards
Dry machining technically means cutting metal without any liquid coolant or lubricating oil. This practice can be overwhelmingly risky with beryllium copper alloys. The two biggest, most critical dangers are airborne toxic dust and uncontrolled friction heat.
Dust Control
Machining beryllium copper without the damping effect of coolant makes highly fine, aerosolized dust. This toxic beryllium dust floats freely in the ambient shop air and lands on machines, tools, and clothing. Breathing this beryllium dust is profoundly unsafe and can permanently hurt your lungs, potentially causing irreversible fibrosis.
To comply with the EPA and OSHA, modern machining shops must use powerful, specialized dust control systems:
- Industrial local exhaust fans and vacuum hoods that take dust away right exactly where it starts, at the spindle.
- Multi-stage HEPA air filters that successfully catch tiny microscopic dust (down to 0.3 microns) before it spreads into the HVAC system.
- Workers should mandatorily wear fit-tested N95/P100 masks and safe, disposable coverall clothes when cleaning dry machines.
Note: Exceptional dust control keeps workers fundamentally safe and the entire manufacturing shop compliant and clean.
Health Protocols
Strict health protocols are legally mandated rules to keep all facility workers safe. In Beryllium Copper Machining, these specific rules are incredibly strict and heavily enforced because the generated particulate dust is highly toxic.
Key corporate health protocols must include
- Teach and formally certify all workers on how to handle beryllium copper safely and legally.
- Hire industrial hygienists to check the ambient air quality in the shop, often using continuous sampling pumps.
- Give all workers proper respirators, masks, and nitrile gloves to wear during setup and teardown.
- Make designated, special decontamination places equipped with showers for washing, cleaning, and changing clothes before leaving the facility.
A professional, safe shop strictly follows all these regulatory steps. This overarching culture of safety keeps workers healthy and makes sure the focus remains on producing parts of the highest quality.
Expertise in Beryllium Copper Machining
To meet international standards, a custom metal parts manufacturer must possess exceptional expertise, which encompasses both state-of-the-art machinery and proprietary machining techniques.
Advanced Equipment
CNC Machinery
Outdated manual lathes or standard 3-axis mills simply cannot compete; modern, ultra-rigid CNC machines are absolutely needed for beryllium copper. These heavy-duty CNC machines control spindle speed, tool feed, and micro-stepped tool moves very, very well, eliminating vibration.
Advanced CNC controllers help make complex parts that are the exact right micron size every single time. The sophisticated CAD/CAM software lets engineers successfully design and program incredibly hard, multi-axis organic shapes. Modern 5-axis CNC machines can actively probe parts and automatically change tools by themselves from large carousels. This automation saves immense time and makes production work vastly faster. Only highly strong, thermally compensated CNC machines can effectively cut hard beryllium copper and stay geometrically accurate over long shifts.
Innovative Methods
Top-tier manufacturers constantly research and use new, innovative ways to machine beryllium copper. Special dynamic milling tool paths (like trochoidal milling) help keep the tool engagement angle constant, which vastly helps tools last longer and completely stops built-up edge from forming.
Some elite shops use adaptive machining software. This advanced technology means the machine’s computer listens to spindle load limits and automatically changes how fast it cuts in real-time while working through hard spots. Others use advanced cryogenic cooling (like liquid nitrogen) or through-tool high-pressure systems to keep delicate tools and precise parts completely safe from thermal heat. These brilliant engineering ideas help keep surfaces perfectly smooth and expensive tools working much longer. Trying these new ways makes noticeably better parts and creates much safer, cleaner shops.
Skilled Workforce
Training & Experience
Even the best CNC machine is useless without the right operator; highly skilled workers are very, very important for complex beryllium copper jobs. They must deeply know the metallurgy and what makes this specific material special. Rigorous training programs teach them exactly which carbide tools to use and mathematically how fast to cut without causing work hardening. Environmental safety is also a massive, mandatory part of this corporate training.
Highly experienced machinists know exactly how to listen to the cut to stop catastrophic work hardening and prevent subsurface damage. In advanced manufacturing, learning never stops, so engineering teams keep up with new tooling ideas and CAM strategies. Furthermore, workers often legally need special OSHA safety certificates to physically handle raw beryllium copper safely on the shop floor.
Handling Hazardous Materials
Safe, compliant work with beryllium copper absolutely needs strict, documented SOP (Standard Operating Procedure) steps. Professional manufacturers use many structured ways to keep their people and the surrounding nature completely safe.
| Procedure Type | Strict Technical Description |
|---|---|
| Personnel Training | Workers must proactively get certificates for handling dangerous industrial materials, running emergency spill actions, and maintaining OSHA compliance, specifically for beryllium. |
| Regulatory Compliance | Only certified, EPA-approved disposal places can legally treat, melt, and dispose of beryllium-contaminated waste. |
| Safety Protocols | Workers mandatorily wear fitted PPE like P100 masks, thick nitrile gloves, and special Tyvek clothes when physically touching beryllium dust. |
| Waste Management | Shops meticulously track chip waste by weight to make sure every gram is thrown away the legal, right way. |
| Disposal Methods | Only certified, EPA-approved disposal places can legally treat, melt, and throw out beryllium-contaminated waste. |
Note: Impeccably good training and uncompromising safety rules help definitively stop human exposure and make absolute sure all federal rules are followed.
Quality Assurance

Inspection Standards
Stringent quality checks are very, very important for high-stakes beryllium copper parts used in defense and aerospace. Documented inspection rules (like AS9100 or ISO 9001) make sure every single part is made mathematically right. Quality control shops use highly specialized, calibrated tools like Zeiss or Hexagon coordinate measuring machines (CMMs), optical comparators, and surface roughness testers to check exact size, true profile, and flatness.
Checking parts often—through Statistical Process Control (SPC)—finds machining drift problems very early and completely stops bad, out-of-tolerance parts from ever going to paying customers. Keeping detailed, traceable records of all dimensional checks helps engineers track parts back to the raw material lot and continuously improve how they work.
Regulatory Compliance
Because of the inherent risks, CNC shops must strictly follow tough federal and local rules when successfully working with beryllium copper. These non-negotiable rules keep all facility workers and the local outside environment completely safe from migrating toxic dust and exhaust fumes.
Beryllium copper stock must be handled incredibly carefully, specifically because of the beryllium element. Breathing microscopic beryllium dust or fumes during grinding can cause bad, irreversible lung sickness, specifically like berylliosis (CBD). To combat this, exceptionally good, multi-stage HEPA air filters and the exact right safety gear are legally needed when machining.
Government groups like OSHA (Occupational Safety and Health Administration) and the EPA (Environmental Protection Agency) legally make the strict rules for shop air quality, hazardous waste disposal, and overall worker safety. Professional CNC shops must meticulously follow these rules, passing audits, if they legally want to continue to work with beryllium copper.
Tip: Always diligently check if your chosen CNC shop holds current ISO certifications and follows all the OSHA rules before ever starting a critical contract job with them.
Custom Solutions
Process Development
Premium custom metal parts makers like AFI Parts need highly specialized, individualized engineering steps for beryllium copper. Every unique aerospace or medical project can be structurally different. During NPI (New Product Introduction), the engineering team closely looks at the CAD part design and simulates how the material acts using finite element analysis (FEA).
They logically pick the absolute best rigid machines and premium carbide tools for each specific job. High-RPM precision milling machines and multi-axis CNC turning centers help smoothly make hard, organic shapes. These high-end machines can flawlessly cut, deep-hole drill, and micro-finish precision parts very well.
Leading manufacturers always use highly advanced CAM software to program and machine parts. They dynamically change cutting speeds, optimize tool paths to maintain chip load, and direct high-pressure cooling precisely to get exceptionally good results. This heavy engineering optimization helps completely stop machining problems like rapid tool wear and ugly built-up edge.
The engineering team might rigorously try out and inspect different machining ways (First Article Inspection) before confidently making lots of production parts. They deeply want to scientifically find the absolute best way to keep the final parts strong, stress-free, and perfectly smooth.
In some extreme use cases, manufacturers even work with foundries to make entirely new alloy materials for highly specialized jobs. For example, creating high-performance beryllium bronze mold materials can drastically stop thermal cracking and physical wear in plastic injection and die casting molds. This brilliant metallurgy makes molds last much, much longer and safely lets them make millions more plastic parts with zero flash.
Tip: Investing heavily in good, up-front process development mathematically means fewer costly mistakes, zero scrap, and noticeably better parts every single time.
Problem-Solving
Due to its high strength and abrasiveness, beryllium copper machining has many inherent problems. Highly skilled engineering teams must analytically fix these problems fast using Six Sigma tools to keep assembly lines moving. They use their deep metallurgical experience to do root-cause analysis and find out exactly why things go wrong, like sudden surface defects or catastrophic tool breakage mid-cut.
The technical team closely checks each CNC code step and dynamically changes things in the program if needed. Proactive manufacturers often talk openly with their customers to fix original design flaws or streamline production problems. They may smartly suggest slight geometric changes to the original part design (like adding internal radii) to make CNC machining significantly easier and cheaper. They can also confidently recommend better alternative materials or specialized PVD finishes for the intended job.
Here are some highly effective engineering ways manufacturers solve special, tough machining problems:
- Use advanced 5-axis machining interpolations for cutting exceptionally hard shapes without re-fixturing.
- Pick the exact right temper of material (e.g., AT vs HT) for the specific job.
- Logically test and minutely change CAM machining settings to completely stop surface defects.
- Make or source new mold materials to help fragile tools last significantly longer.
Ultimately, providing these custom engineering solutions needs fantastic teamwork and exceptionally strong technical CNC skills. The absolute best manufacturers globally keep constantly getting better, researching new cutting tools to solve new, complex problems in beryllium copper machining.
Choosing a Manufacturer

Beryllium Copper Experience
Project Portfolio
Selecting the right vendor is critical. Top manufacturers with lots of verified experience in Beryllium Copper Machining boldly show their manufacturing skills with many different, highly complex projects. Carefully looking at old, finished projects helps you accurately see if the CNC company can successfully make hard parts and strictly meet your tight aerospace rules.
You should actively try to find real-world examples of tiny, exact micro-pieces, complex electrical contacts, and highly specialized 3D shapes. A big, diverse project list visually shows the custom manufacturer can confidently do many varied jobs and logically handle new, unexpected manufacturing problems.
The comprehensive table below logically shows the most important things to rigorously check when deeply looking at a custom manufacturer’s experience:
| Audit Criteria | Detailed Description |
|---|---|
| Supplier Qualifications | The supplier must definitely have AS9100 or ISO 9001 proof that they consistently make good products. |
| Material Performance | The manufacturer should metallurgically know how to use and stress-relieve beryllium copper very well. |
| Stamping Process Requirements | They need to mathematically know how to stamp, mill, and safely shape beryllium copper for exceptionally good results. |
| Customization Ability | The supplier must be able to program and make highly specialized, one-off parts for your unique project. |
Tip: Always ask for detailed, sanitized project details and macro pictures to absolutely make sure the manufacturer can do the precision work they claim.
Technical Knowledge
Knowing a vast, deep amount about Beryllium Copper Machining is very, very important for success. Good, world-class manufacturers scientifically pick the right geometry tools, precisely set the absolute best machine spindle speeds, and rigorously control thermal heat and toxic dust.
They deeply know the physics of work hardening limits and built-up edge adhesion problems. Engineering teams with incredibly strong CNC skills can analytically fix setup problems extremely fast and keep geometric quality flawlessly high. During an audit, you should aggressively ask how they plan their CAM work, test raw incoming materials using spectrographs, and fixture to make exceptionally tricky shapes.
Safety Certifications
OSHA/EPA Compliance
Official safety certificates formally show that a manufacturer strictly follows federal rules for handling dangerous, toxic materials. Strict OSHA and EPA rules are designed to help completely keep workers and the outside environment safely protected from migrating beryllium dust and vapor fumes.
Top-tier manufacturers must proactively show audit papers about their safety plans, air quality reports, and medical checks. These vital certificates legally prove the manufacturing company rigidly follows the country’s stringent safety and environmental laws, insulating you from supply chain liability.
Safety Practices
Exceptionally good daily safety steps are continuously needed when physically working with beryllium copper. You must look for clean shops that actively use strong, high-volume dust collectors, give all workers fit-tested safety gear, and continuously teach incredibly safe work steps.
Checking the shop air frequently using sensors and cleaning the machines well with HEPA vacuums helps completely stop dust contamination problems. Professional manufacturers should also have strict, written safety rules and rehearsed response plans for any hazardous emergencies.
Track Record
Testimonials
A manufacturer’s true operational history shows clearly in what their paying customers say. Good, verified reviews from high-tech clients fundamentally mean the company is highly reliable and does consistently good work. Authentic testimonials openly talk about how well the supplier transparently talks, intelligently solves technical problems, and delivers flawless parts perfectly on time.
Reading these real B2B reviews heavily helps you learn exactly what the company practically does well and what areas could realistically be better.
Case Studies
Detailed case studies are factual, real engineering stories about finished production projects. They clearly show exactly how the manufacturer brilliantly solved difficult CNC problems and perfectly met client tolerance needs.
When officially picking a supply chain partner, you must ask for vital trace documents like Certificates of Conformity (CoC) and full Material Test Reports (MTR) from the mill. Getting real, machined samples physically lets your own QC lab test exactly for Rockwell hardness and electrical conductivity. You must proactively look for current ISO 9001 certificates and deeply read customer reviews to thoroughly check the supplier’s true machining skills.
To summarize the vetting process:
- Ask strictly for Certificates of Conformity and full Material Test Reports.
- Get real, physical part samples to dimensionally test on your CMM.
- Check their ISO quality certificates and read deep B2B customer reviews.
Note: A truly good, documented history logically means the manufacturer can successfully make highly strong beryllium copper parts while managing to keep absolutely everyone safe.
Customer Support
Exceptional, proactive customer support makes some elite manufacturers vastly better than others. It immensely helps enterprise customers feel totally sure and calm about their multi-million dollar projects. Fast, technically accurate answers to engineering questions are fundamentally important. You must pick a management team that transparently talks clearly and gives detailed milestone updates very often.
Communication
Talking accurately and well is the master key to successfully working together. Manufacturers should reliably answer complex engineering emails and technical calls extremely quickly. They need to clearly explain hard CNC limits and GD&T concepts in easy-to-understand words. This transparent honesty helps customers deeply know what is realistically happening on the shop floor and make good, informed design choices.
A truly good, professional company gives each major project one dedicated main contact or project manager. This specialized person helps exclusively with technical questions and rapidly fixes production problems. Paying customers should absolutely never feel confused or left out of the loop. The absolute best manufacturing teams actively listen and truly care about what their customers need to say.
Tip: Always bluntly ask if you will have one dedicated main engineer contact for your project. This definitively makes talking vastly easier and much faster.
Elite manufacturers should comprehensively give crystal clear CAD/CAM papers like technical quotes, Gantt schedules, and marked-up inspection drawings. Customers fundamentally need to know exactly what will happen next in the workflow. Consistently good, honest talking builds immense corporate trust and successfully stops incredibly costly manufacturing mistakes.
Project Updates
Regular, detailed project updates reliably let customers know exactly how their production is going. Manufacturers should proactively send analytical reports at important milestone times. These comprehensive updates can be high-res pictures of the machining, CMM videos, or short, accurate technical notes.
Customers can visually see precisely how their expensive parts are being made. An exceptionally good, structured update plan dynamically has:
- Detailed emails every single week or two about exact production progress.
- Honest, upfront news about any supply chain delays or tooling changes.
- Comprehensive QC reports on all CMM dimensional checks and material tests.
- Firm delivery dates and precise logistics shipping info.
| Update Type | Strategic Purpose | Frequency |
|---|---|---|
| Progress Reports | Show transparent current production status and yield | Weekly/Bi-weekly |
| Quality Updates | Share CMM inspection charts and SPC data | As needed per batch |
| Delivery Notices | Confirm exact shipping logistics and arrival | Before shipment |
World-class manufacturers should proactively tell customers to ask hard engineering questions directly during the project. Talking incredibly early mathematically helps fix GD&T problems exceptionally fast before chips are made. If something unexpectedly goes wrong on the CNC mill, the honest company should bluntly say why it failed and exactly how they will engineer a fix for it.
Note: Reliably getting these updates immensely helps customers plan their own downstream assembly and logically not waste precious time or money.
Ultimately, truly great customer support is far more than just physically making metal parts. It deeply means intelligently building good, long-term B2B relationships and reliably helping customers feel totally calm and assured. You must intelligently pick a custom manufacturer who transparently talks well and rigorously keeps you updated from the raw stock start to the final finished product.
Best Practices for Beryllium Copper Machining

Process Optimization
Parameter Adjustments
Master machinists and CAM programmers continuously change exactly how they cut to get mathematically good, flawless results. They scientifically pick the absolute right surface speed (Vc), optimal feed rate (fz), and perfect depth of cut (ap) for each specific part feature.
These highly calculated engineering choices immensely help completely stop expensive carbide tools from getting way too hot or prematurely worn out. If they carelessly use the mathematically wrong settings, brittle tools can easily break in the cut or violently make rough, out-of-tolerance parts.
Advanced CNC shops aggressively try different toolpath ways, utilizing Design of Experiments (DOE), to scientifically see exactly what geometry works absolutely best for each part. They also meticulously look at old, successful CAM jobs to intelligently help with optimizing new, harder ones.
Continuous Improvement
Continuous improvement (Kaizen) fundamentally means always actively trying to do much better, more efficient work. Engineering teams strictly look at each complex project when it is completely done using post-mortem reviews.
They analytically find minor CAD/CAM mistakes and collaboratively think of permanent ways to fix them. Shop floor workers openly share brilliant tooling ideas to tangibly make things much safer and machine faster. ISO-certified shops formally write down exactly what cutting speeds and tools worked exceptionally well into a central database. They actively use these critical notes to thoroughly teach new junior workers and scientifically make future production jobs significantly better and cheaper.
Environmental Controls
Air Filtration
High-grade HEPA air filtration is completely, non-negotiably important in industrial Beryllium Copper Machining. Special, multi-stage industrial filters safely catch microscopic beryllium dust and vigorously keep the ambient factory air perfectly clean.
Compliant shops legally use massive, high-CFM exhaust systems to aggressively pull toxic dust away directly from the CNC machines. Maintenance workers strictly check these critical filters very often and safely change them out when needed, wearing full HAZMAT PPE.
Fundamentally, clean air robustly helps keep all workers totally safe from chronically breathing deeply bad, toxic dust.
Waste Management
Exceptionally good, legal waste management keeps the entire machine shop completely safe and strictly follows the federal EPA law. All toxic beryllium copper chip waste explicitly goes in special, sealed disposal bins.
Trained workers rigorously put clear, legal HAZMAT labels exactly on these specific bins. Fully compliant shops exclusively send this hazardous waste to safe, government-approved places to be properly recycled or disposed of.
They meticulously keep a written, auditable track record of all hazardous waste shipments. Truly good waste steps comprehensively protect both the local people and the broader global nature.
| Waste Management Step | Federal / Safety Purpose |
|---|---|
| Use sealed, airtight bins | Completely stop toxic particulate dust from spreading into the air |
| Properly label containers | Immediately prevent dangerous, illegal alloy mix-ups |
| Track all shipments | Legally meet strict RCRA and EPA manifest requirements |
| Use approved disposal sites | Ethically and legally protect the outside environment |
Client Collaboration
Design for Manufacturability (DFM)
Talking deeply with brilliant engineering clients extremely early, robustly helps make vastly better, cheaper parts. CNC Manufacturing Engineers closely look at the original CAD designs and intelligently suggest easy geometric changes for vastly faster machining. Minor, seemingly small changes—like standardizing internal corner radii to match off-the-shelf endmills—can massively save immense money and structurally make parts noticeably better.
Smart clients and expert manufacturers collaboratively work closely together to pick the absolute best alloy materials and simplest physical shapes.
Feedback Integration
Ongoing client feedback deeply helps to continuously improve absolutely every new project. Professional engineering teams actively listen to client assembly ideas and rapidly use them to make smart CAD/CAM changes. This collaborative loop intensely helps completely stop assembly mistakes and ultimately keeps enterprise clients totally happy.
World-class shops dynamically change their CNC process based entirely on exactly what their clients technically say. “The earlier a client critically involves their trusted foundry or machining partner in the basic design of a brand new part, the more time and money they mathematically save.”
This definitely shows that intensely working together very early on can massively save budget money and strongly help the complex project succeed flawlessly.
Exceptionally good, honest teamwork directly between clients and expert manufacturers logically makes vastly better final results. Talking crystal clearly extremely early immensely helps to completely fix major design problems long before they ever physically start on the shop floor.
Conclusion
Beryllium copper machining intrinsically needs highly specialized CNC skills and incredibly careful, legally strict safety steps. This unique material is exceptionally hard to work with, largely because standard cutting tools rapidly wear out extremely fast due to abrasion. It also unfortunately gets dangerously hot and makes highly toxic, dangerous beryllium dust.
Because of this, absolutely only professional CNC shops with lots of proven experience, advanced equipment, and strictly good safety audit papers can legally and practically do a genuinely good job.
Exceptional, transparent customer support vastly helps make the highly complex project go perfectly well. Intelligently picking the exact right ISO-certified company—like AFI Parts—completely keeps your supply chain team safe and reliably gives you dimensionally strong, exceptionally high-quality parts.
For your next demanding aerospace or electronic project, talk to a trusted, highly experienced custom metal parts maker for your next critical beryllium copper job.
FAQ
Beryllium copper is exceptionally strong due to precipitation hardening. It gets significantly harder when you plastically work on it due to a high strain-hardening exponent. This physical trait causes severe abrasive and adhesive wear, which makes carbide tools wear out extremely fast. The dense material also makes intense localized heat and toxic dust. All of these dynamic variables must be controlled incredibly carefully using advanced CNC technology.
Yes, it is fundamentally dangerous without proper controls. Dry machining or grinding beryllium copper makes highly toxic, microscopic dust. If inhaled, this can cause Berylliosis. Facility workers absolutely need special P100 safety gear and massive HEPA dust collectors. Compliant shops must rigidly follow strict OSHA safety rules to keep absolutely everyone safely protected.
Solid micro-grain carbide tools (ISO K-class) with PVD coatings are definitely the absolute best choice. They successfully stay razor sharp for a much, much longer time than HSS. Quality carbide tools handle thermal heat and shock exceptionally well. Using the exact right tool geometry helps cleanly shear the metal to make highly clean cuts. This ultimately keeps parts geometrically accurate and tolerances tight.
Elite manufacturers use highly advanced, ultra-rigid multi-axis CNC machines for this critical job. They meticulously check parts with highly special metrology tools like tactile CMMs in climate-controlled labs. Highly skilled workers constantly change the CAM process and workholding fixtures to successfully meet strict GD&T flatness and exact precision needs.
Uncontrolled heat can fundamentally change the physical shape and dimensions of the precision part due to thermal expansion. It can also permanently damage delicate carbide tools through thermal cracking. Exceptionally good high-pressure cooling and calculating the exact right cutting speed mathematically help keep everything safely stable. Advanced shops aggressively use high-lubricity coolants and proactively watch spindle temperatures incredibly closely.
Compliant shops must mandate using industrial HEPA air filters and airtight, sealed hazardous waste bins. Floor workers must mandatorily wear fitted personal protective equipment (PPE). They legally need rigorous OSHA training on safe beryllium handling. Top shops constantly check ambient air quality and meticulously clean the facility very often with HEPA vacuums.
Yes, it absolutely can be heavily used for critical electrical parts. High-conductivity beryllium copper has exceptionally good electrical conductivity paired with steel-like mechanical strength. It is globally used for high-cycle contacts, RF connectors, and intricate micro-springs.
