Introduction
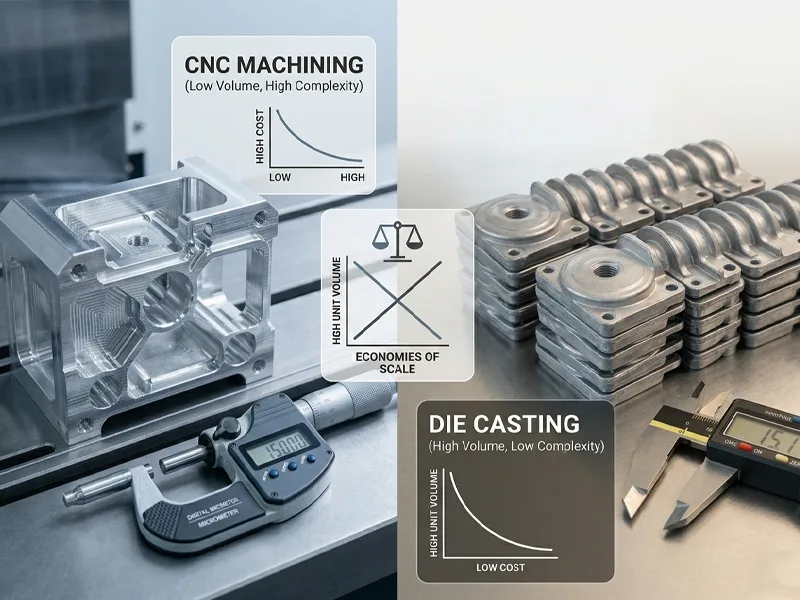
If you are deciding between custom CNC machining and high-pressure die casting (HPDC), you are usually trying to answer one question: when does it stop making sense to machine the whole part out of stock, and when is it worth paying for a die?
This article gives you a practical way to make that call with inputs you can actually get from suppliers.
You will learn:
- How total cost changes with volume for CNC machining vs HPDC die casting (especially for zinc/Zamak families)
- What drives lead time in each process, and where schedule risk tends to show up
- How tolerances and surface finish differ, and why “as-cast” does not mean “no machining” on functional interfaces
- A simple break-even formula you can use for quick screening
- A decision matrix you can paste into your sourcing package
A useful rule of thumb is that CNC is “fast to start and flexible to change,” while HPDC is “slow to start and fast to run.” Fictiv’s comparison notes that die casting tends to become economical at higher volumes once tooling is amortized, with many programs looking at the 5,000 to 10,000 unit range as a common crossover band depending on part complexity and requirements (Fictiv’s casting vs CNC machining comparison).
Key Takeaway: If you expect engineering changes, uncertain demand, or late tolerance updates, CNC buys you optionality. If the design is stable and volume is real, HPDC can move unit cost down quickly.
Table of Contents
Processes at A Glance
CNC Capabilities
CNC machining is a subtractive process. You start with a bar, plate, or near-net stock and remove material with milling and turning operations until features, datums, and surfaces meet drawing requirements.
What it is good at:
- Tight datums and controlled fits (bearing bores, sealing faces, threaded interfaces)
- Fast iteration when geometry changes (rev changes often mean CAM + setup updates, not a new tool build)
- Low to medium volumes where you do not want large non-recurring engineering (NRE)
Where it gets expensive:
- Material waste when the buy-to-fly ratio is poor (large pockets, thin walls from thick stock)
- Multi-setup parts with repeated clamping and re-referencing
- High mix of secondary ops (deburr, surface treatment, inspection) that scale roughly with part count
If you need a baseline of CNC milling capabilities, typical tolerances, and finishing options, see CNC milling services for a scannable reference.
HPDC Capabilities
High-pressure die casting injects molten metal into a steel die at high speed and pressure. After solidification, the part is ejected, trimmed, and then either shipped as-cast or sent to secondary operations.
For zinc alloys (Zamak families), HPDC is often chosen because zinc fills thin features well and can hold good repeatability for small and mid-size dimensions. Zinc-focused industry guidance emphasizes that zinc die casting supports close tolerances and repeatability relative to other cast metals when the tool and process are controlled (Zinc.org on zinc die casting characteristics).
What it is good at:
- High-volume production with short cycle times once the tool is qualified
- Net-shape geometry with ribs, bosses, and internal features that would be slow to machine
- Cosmetic surfaces and repeatable outer envelopes
Where it gets risky:
- Tooling lead time and iteration cycles (T0/T1 sample loops)
- Porosity and leak risk on pressure-tight features
- Parting line, ejector pin marks, and draft constraints that can conflict with “sharp CAD” expectations
Tolerances and Finish (Zinc Die Casting Tolerances)
This is usually where process selection gets real, because tolerances drive secondary operations, and secondary operations drive cost.
CNC machining typically wins on functional precision because it is referenced to stable datums and can be measured and corrected in-process. If you have a print with tight GD&T or ±0.001 in class requirements, the inspection strategy matters as much as the machine tool. A practical explanation of how thermal drift, tool deflection, and measurement uncertainty show up at that level is covered in tight tolerance CNC machining and inspection controls.
HPDC can still meet tight requirements, but often via a hybrid plan:
- Cast the bulk geometry
- Machine the critical-to-quality (CTQ) datums, bores, and sealing faces
- Verify those CTQs with a defined inspection plan (CMM, air gage, functional gage) tied to the datum scheme
For casting tolerances, NADCA’s published dimensional tolerances are a common reference point for “what as-cast can reasonably hold” and how parting line effects enter the stack (NADCA Dimensional Tolerances (2009)).
On finish, zinc die castings are often selected because they are good substrates for cosmetic finishing and can be improved with bulk vibratory finishing and other treatments (Zinc.org on finishes for zinc die castings).
Cost and Lead Time Drivers (Custom CNC Machining vs Die Casting)
Tooling and Setup

The “headline” difference is simple:
- CNC machining has a low upfront cost but a higher variable cost per part
- HPDC has a high upfront tooling cost but low variable cost per part once you are running
Tooling and setup are not just a line item. They affect schedule, engineering bandwidth, and change control.
CNC setup buckets you should expect:
- CAM programming and process planning
- Fixtures, soft jaws, and gaging concepts
- First article inspection (FAI) planning and measurement setup
HPDC setup buckets you should expect:
- Tool design, mold flow simulation, and gating/venting choices
- Die steel selection, heat treatment, and cooling circuit design
- T0/T1 sampling, tool corrections, and capability stabilization
A sourcing-friendly way to think about it is whether the design is “frozen enough” to tolerate a tool iteration cycle. If you are still negotiating wall thickness, draft, or mating scheme, machining is usually the lower-risk bridge.
Unit Cost Scaling
CNC unit cost tends to scale roughly with machine time plus handling time. Even if you automate loading, the process is still constrained by spindle hours, tool wear, and metrology time.
HPDC unit cost often drops sharply once you spread tooling over volume. After qualification, a die casting cell can produce a lot of parts per shift with stable labor.
That said, the unit cost you should compare is not “casting cost vs machining cost.” It is:
- Delivered cost per accepted part (accounting for yield)
- Plus the cost of any post-machining needed to hit CTQs
- Plus the quality cost of nonconformance (scrap, rework, line impact)
If your die cast part still needs a large amount of machining, your economics will move back toward CNC. This is why a DFM review that identifies which features can be cast-net and which must be machined is not optional.
Secondary Ops and QA
Secondary ops are where most “surprises” happen in the gray zone between CNC and HPDC.
Typical secondary ops for CNC parts:
- Deburr and edge break definition
- Surface treatment (anodizing, plating, powder coating)
- Cosmetic requirements (scratch limits, tool marks, grain direction)
Typical secondary ops for HPDC parts:
- Trim and deflash
- Insert installation (if designed for it)
- CNC machining on CTQs (bores, datums, threads, sealing faces)
- Surface treatment and appearance control
Quality assurance is usually more intensive when:
- Tolerances are tight
- Features are hard to measure (deep bores, thin walls)
- You need evidence packages (FAI/AS9102, capability studies, change control)
The simplest way to avoid overbuying inspection is to define what is functionally critical and control the rest with looser tolerances or profile controls. This is true for both processes.
Break-even Model
Crossover Formula
A screening-level break-even model can be expressed in one line.
Let:
- (T) = HPDC tooling and qualification cost (one-time)
- (c_{CNC}) = CNC unit cost (delivered, including normal QA)
- (c_{HPDC}) = HPDC unit cost (delivered, including trimming and the planned secondary machining)
Then the break-even quantity (N) is:
(N = \dfrac{T}{c_{CNC} – c_{HPDC}})
This formula does not make the decision by itself. It tells you what you must believe about volume and unit costs for tooling to be worth it.
Worked Examples
A qualitative way to use the model, without doing calculations, is to classify programs into three buckets and ask the right questions.
Example 1: Low volume, tight datums, uncertain rev changes
- You expect frequent drawing updates after testing.
- You need tight datums or sealing features that would be machined anyway.
- Your volume forecast is uncertain, or demand could fragment across multiple variants.
In this bucket, the tool cost is hard to recover, and the schedule risk of tool modifications is high. CNC is usually the safer default, with the option to re-evaluate once the design stabilizes.
Example 2: Mid volume, mixed tolerances, some CTQs
- You have a stable outer envelope and cosmetic needs.
- You have a short list of CTQs that could be machined after casting.
- Volume is high enough that the casting cell throughput matters, but not so high that you can tolerate big scrap excursions.
Here, the decision often comes down to secondary machining minutes and yield. If CTQ machining is small and yield is stable, HPDC can be attractive. If you end up machining half the part, CNC may still win.
Example 3: High volume, stable design, cost-down program
- The design is frozen, and you have one part number with real demand.
- Most features can be cast-net, with machining limited to interfaces.
- Your organization can support a qualification plan, sampling, and supplier process control.
This is where HPDC tends to dominate total cost, because tooling amortization is realistic and the unit cost spread becomes meaningful. It is also where process capability and change control must be formalized.
Sensitivity Levers

If you want the model to be useful, you need to know which knobs move it the most.
- Tooling cost and tool iteration count
- Multi-slide tools, lifters, and tight cavity tolerances raise tool cost.
- Every engineering change that requires a die modification shifts the economics.
- Secondary machining minutes
- Minutes matter more than you think because they apply to every unit.
- A cast part that still needs extensive CNC is not a “casting program,” it is a hybrid program.
- Yield and scrap
- Scrap does not just add cost. It adds schedule volatility.
- If porosity drives leak failures on CTQs, you may need process controls (vacuum assist, gate changes, thermal balance) before yields stabilize.
- Inspection intensity and documentation
- If you need 100% inspection or complex gaging, your unit cost rises on both processes.
- Define CTQs, sampling plans, and acceptance criteria early.
- Demand volatility and variant count
- Tooling amortization assumes stable volume. Variants fracture volume.
- If demand splits across versions, the effective break-even volume can be missed even when “total family volume” looks good.
Decision Matrix
Volume and Tolerance Tiers

Use this as a quick selection aid. It is not a substitute for a DFM review, but it helps teams align on the logic.
A more detailed interpretation:
- Low volume (<1k/year): CNC is usually the baseline choice, especially if changes are expected.
- Mid volume (1k–10k/year): often the decision zone. Hybrid plans are common.
- High volume (>10k/year): HPDC becomes more compelling if the design is stable and CTQ machining is limited.
On tolerance:
- If you have many tight datums, bores, and sealing faces, plan either full CNC or a hybrid where those CTQs are machined after casting.
- If tolerances are standard and appearance is acceptable as-cast or after finishing, HPDC can avoid a lot of machining time.
Geometry and Risk Flags
If any of these are true, treat HPDC as a higher-risk choice unless the design is adjusted.
- No draft, or draft conflicts with assembly: draft is not a “nice to have,” it is an essential requirement.
- Large wall thickness variation: drives hot spots, shrinkage, and distortion.
- Deep ribs, crossing ribs, or sharp internal corners: increase fill and crack risk.
- Pressure-tight or leak-critical features without a plan: porosity control becomes a program requirement.
- Hard-to-measure CTQs: if you cannot measure it reliably, you cannot control it.
⚠️ Warning: If the casting must be pressure-tight, involve the foundry early. Porosity mitigation is a design + process problem, not an inspection problem.
Sourcing Considerations
For procurement and SQE teams, these points usually matter more than the unit price.
- Change control
- Who owns tool changes, and how are they approved?
- What is the response time for a tool modification?
- Quality evidence
- What does the supplier provide for FAI, capability, and material traceability?
- For tight CTQs, can they provide a measurement system analysis (MSA) or Gage R&R, and can they show how results are tied to the datum scheme?
- Capacity and ramp
- For CNC, what is the spindle-hour plan at ramp volumes?
- For HPDC, what cell capacity is committed, and how is maintenance planned to avoid unplanned downtime?
- Hidden cost exposure
- For HPDC: tool maintenance, spare inserts, rework loops, and finishing yields.
- For CNC: overtime premiums, expedited freight, and fixture/gage lifecycle.
A clean way to keep the program audit-ready is to require an itemized quote structure: tooling, unit price, secondary ops, inspection scope, packaging, and logistics.
Bridge Strategy
Prototype to Pilot
If you are early in the program, CNC machining is usually the most reliable way to build prototypes and pilot lots. You get quick parts, you can change geometry, and you can instrument CTQs without waiting on a die.
A practical “bridge” approach is:
- Machine prototypes to validate function and assembly stack-up
- Use those builds to identify CTQs and inspection strategy
- Start HPDC DFM only after the envelope and interfaces stabilize
Soft Tool for Production

A soft-tool approach can reduce risk when you are not fully certain about demand, or you expect a small number of design updates.
In die casting, “soft tool” can mean different things depending on the supplier’s process and tool steels. The key point is the same: you are buying learning and stability first, then investing in the longest-life tooling once the process is proven.
This is also where you should lock down:
- Draft and parting line strategy
- Gating and venting strategy
- Which features are cast-net vs machined
- Cosmetic and finishing expectations
Plan the Switchover
The switchover fails when teams treat it as a purchasing event. It is a controlled engineering change.
A workable switchover plan usually includes:
- A frozen drawing revision and datum scheme
- A defined CTQ list and reaction plan
- Sampling plan for T1/T2 builds (dimensional, cosmetic, functional)
- Process capability expectations for CTQs
- A parallel run window if you cannot risk supply disruption
Mid-program, a supplier that can support engineering review and transparent quoting helps reduce rework loops. For example, AFI Industrial Co., Ltd. supports DFM reviews, rapid CNC builds, and soft-tool die casting for pilots, with quotes structured to make tooling and secondary ops visible. If you want a single reference point for CNC capacity and finish options, start with the CNC milling services page linked earlier.
Apply to Your Program
Quote Inputs Checklist
If you want meaningful quotes and not guesswork, send a package that lets suppliers model the real work.
- 3D model (STEP) and 2D drawing with GD&T
- Material callout (for this post: specify the Zamak grade if zinc)
- Annual volume and expected ramp schedule
- Target finish and cosmetic requirements
- CTQ list (datums, bores, sealing faces) and inspection expectations
- Any special requirements: inserts, threads, leak testing, plating
Data to Share with Suppliers
If you have it, share the information that reduces assumptions:
- Functional stack-up and mating parts for datum selection
- Load cases or environmental conditions that affect the material and wall thickness
- Any test results from prototypes that point to failure modes
- Revision-change expectations and how changes will be released
If you are pushing tight requirements, align the measurement method early. A good reference for how tight tolerance programs control drift, probing, SPC, and metrology is the tight tolerance CNC machining and inspection controls guide on AFI’s site.
Next-step Timeline
A simple, realistic timeline that reflects how these programs actually move:
- Week 0–2: CNC prototypes, CTQ identification, and initial inspection plan
- Week 2–6+: HPDC DFM, tool design, and tool build planning (timing varies with complexity)
- T1/T2 loop: sampling, tool corrections, capability stabilization
- Production release: cast + trim + secondary machining plan finalized, control plan locked
If you want to compress the schedule, the best tactic is to reduce iteration loops. That requires good inputs and fast DFM feedback, not wishful lead times.
CTA (engineering-first): If you want a DFM review that calls out cast-net vs machined CTQs and flags cost drivers early, share your STEP + drawing + annual volume assumptions for a quote package. AFI Industrial Co., Ltd. is one option if you want CNC and casting capability under one roof for bridge-to-production programs.
Conclusion
Use CNC for prototypes, evolving designs, or tight tolerances at low volume.
Use die casting for stabilized designs and cost-down at scale; validate with the model.
FAQ
Often, yes. HPDC may produce the near-net shape, but critical-to-quality features (datums, bearing bores, sealing faces, tight threads) are frequently machined after casting to meet functional tolerances and surface requirements.
HPDC can hold good repeatability, but tolerances vary by feature type and whether dimensions cross the parting line. As a reference, NADCA’s “precision” guidance commonly cited is around ±0.002 in for the first inch, plus ±0.001 in for each additional inch (under defined conditions). Tight functional interfaces still often need machining.
In many cases, die casting starts to win on total unit cost when annual volume reaches roughly 5,000–10,000+ parts, because tooling cost can be spread over more units. The exact break-even point depends on tooling price, part complexity, and how much post-machining is required.
